bronze partner


30 January 2024
Ultra-low temperature steel hardening system
Cryogenic steel treatment is carried out at temperatures between -70°C and -120°C for one hour. It increases hardness and wear resistance by converting a higher proportion of austenite to martensite. This process is usually performed using liquid nitrogen. The requirement of nitrogen is very high and results in significant operating cost.
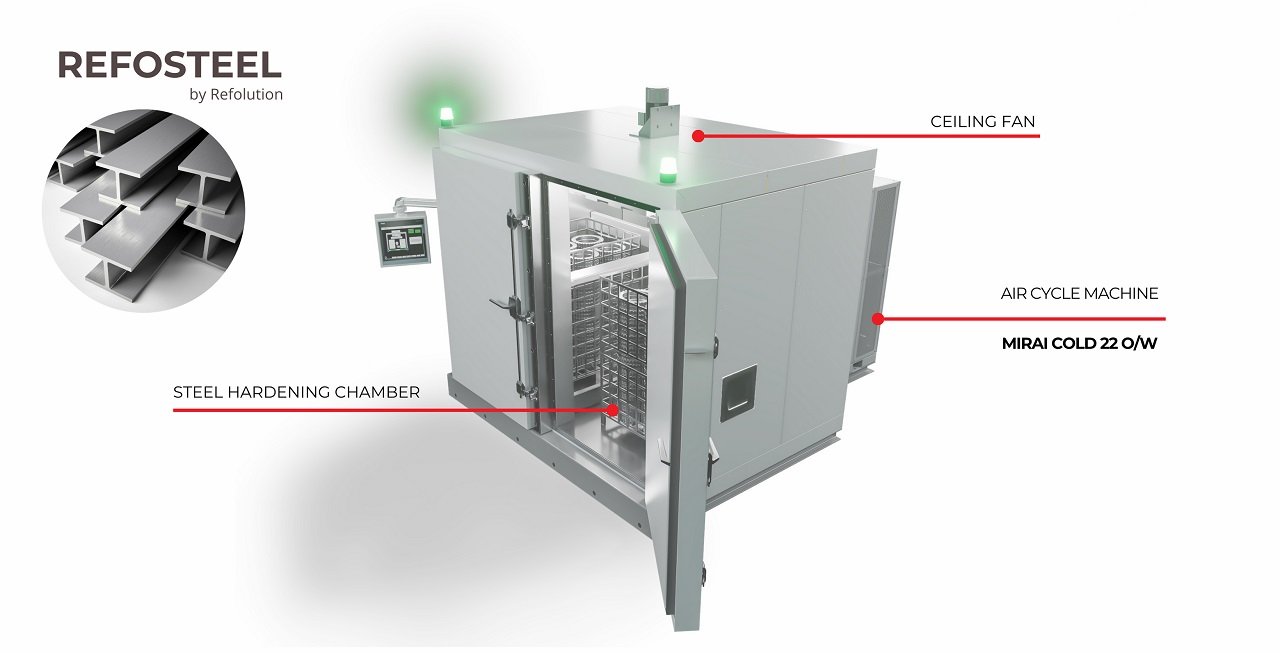
MIRAI's business partner Refolution has developed a new concept for a rapid cooling room that uses only air as a refrigerant. Temperatures between -40°C and -120°C are generated by the MIRAI COLD 22 O/W air cycle machine. The cooling room for cryogenic steel hardening consists of two rooms separated by a permeable barrier. Therefore, two different batches can be hardened in one machine. A heat exchange takes place between a new batch and the warm batch before the warm batch must be cooled down to the required temperatures using an air cycle machine. This saves some of the refrigeration capacity required for cooling and reduces operating costs. This solution is more efficient than existing technologies over a wide temperature range. It is also free of regulations, safe for the environment and requires little maintenance as it uses only air as a refrigerant.
Components are typically quenched to -80°C and then reheated to +100°C when hardening steel. This provides the high level of hardness required for many components such as camshafts, gears, razor blades, ammunition, etc.
The system can cool these components to extremely low temperatures. The double door principle allows a large proportion of the energy in a batch to be recovered. The first batch enters through the first door and is cooled to, for example, -80°C. The batch then remains in the system and the next batch is loaded through the second door. Before the refrigeration system starts to cool the new warm batch, the energy is equalized between the batches. Re-tempering takes place in a separate oven rather than in the Refosteel. This saves a considerable amount of energy, as re-tempering an entire room requires a lot of energy.
The integrated cold air-cooling technology from MIRAI Intex enables variable temperatures, a fast-cooling rate and high efficiency. With air as the refrigerant, the system has a low CO2 footprint and is not subject to any current or future regulations regarding the use of refrigerants.
The chamber consists of stable isolation panels with ram protection and is installed on a mobile base frame.
Efficient cold air refrigeration technology from MIRAI Intex is used. This technology is oil-free, has low vibration and uses air as a refrigerant. As a result, it is free of refrigerant regulations and the speed-controlled turbo compressor allows flexible temperature settings down to -140 °C. In addition, a high cooling rate can be achieved if required.
Those systems come with an industrial control unit from Siemens including operating panel, LED lamps and acoustic signaling device. This allows the system to be operated quickly and easily. The system operator receives information about the status of the system via the signal lights. He can also intervene manually in the process via the authorization levels on the operating panel.
The energy can be recovered from previous batches and used to pre-cool the next batch due to the separation of the cold and hot oven and the double chamber system. This can result in energy savings of up to 60 %.
The air in the chamber is used as the refrigerant thanks to the system design of the cold air chiller from MIRAI Intex. The chamber is cooled by drawing in heated air, which is then exhausted via the MIRAI Intex snow catcher. The system enables a continuous process without defrosting and impresses with its high temperature stability.
A ceiling fan specially developed for this application ensures a high circulation rate in the chamber and optimum temperature distribution.
MIRAI's business partner Refolution has developed a new concept for a rapid cooling room that uses only air as a refrigerant. Temperatures between -40°C and -120°C are generated by the MIRAI COLD 22 O/W air cycle machine. The cooling room for cryogenic steel hardening consists of two rooms separated by a permeable barrier. Therefore, two different batches can be hardened in one machine. A heat exchange takes place between a new batch and the warm batch before the warm batch must be cooled down to the required temperatures using an air cycle machine. This saves some of the refrigeration capacity required for cooling and reduces operating costs. This solution is more efficient than existing technologies over a wide temperature range. It is also free of regulations, safe for the environment and requires little maintenance as it uses only air as a refrigerant.
Components are typically quenched to -80°C and then reheated to +100°C when hardening steel. This provides the high level of hardness required for many components such as camshafts, gears, razor blades, ammunition, etc.
The system can cool these components to extremely low temperatures. The double door principle allows a large proportion of the energy in a batch to be recovered. The first batch enters through the first door and is cooled to, for example, -80°C. The batch then remains in the system and the next batch is loaded through the second door. Before the refrigeration system starts to cool the new warm batch, the energy is equalized between the batches. Re-tempering takes place in a separate oven rather than in the Refosteel. This saves a considerable amount of energy, as re-tempering an entire room requires a lot of energy.
The integrated cold air-cooling technology from MIRAI Intex enables variable temperatures, a fast-cooling rate and high efficiency. With air as the refrigerant, the system has a low CO2 footprint and is not subject to any current or future regulations regarding the use of refrigerants.
The chamber consists of stable isolation panels with ram protection and is installed on a mobile base frame.
Efficient cold air refrigeration technology from MIRAI Intex is used. This technology is oil-free, has low vibration and uses air as a refrigerant. As a result, it is free of refrigerant regulations and the speed-controlled turbo compressor allows flexible temperature settings down to -140 °C. In addition, a high cooling rate can be achieved if required.
Those systems come with an industrial control unit from Siemens including operating panel, LED lamps and acoustic signaling device. This allows the system to be operated quickly and easily. The system operator receives information about the status of the system via the signal lights. He can also intervene manually in the process via the authorization levels on the operating panel.
The energy can be recovered from previous batches and used to pre-cool the next batch due to the separation of the cold and hot oven and the double chamber system. This can result in energy savings of up to 60 %.
The air in the chamber is used as the refrigerant thanks to the system design of the cold air chiller from MIRAI Intex. The chamber is cooled by drawing in heated air, which is then exhausted via the MIRAI Intex snow catcher. The system enables a continuous process without defrosting and impresses with its high temperature stability.
A ceiling fan specially developed for this application ensures a high circulation rate in the chamber and optimum temperature distribution.
Related news
IOR launches Heat Recovery brief in decarbonisation series
The IOR’s Environmental Committee has published the first Technology Brief in a new series of free resources on heat recovery. The series is intended to provide an overview of technologies that...
yesterday
Austria’s Höllerschmid upgrades site with HAUSER CO2 refrigeration
Fleischwaren Höllerschmid has modernised and expanded its meat processing site in Austria, installing two transcritical CO2 refrigeration systems from HAUSER. The family-run company said the ne...
29 Mar 2026
Johnson Controls reports energy savings in 2026 report
Johnson Controls has released its 2026 Sustainability Report, outlining progress toward its sustainability goals and customer results across mission-critical sectors including healthcare, advanced ...
yesterday
Danfoss expands Optyma iCO2 range with 37kW MT/20kW LT unit
Danfoss has expanded its CO2 condensing unit portfolio with the Optyma iCO2 37kW MT/20kW LT, a unit for medium- and low-temperature commercial refrigeration applications. The company says the...
22 Apr 2026
Eurovent Certification white paper reports CO2 gas coolers underper...
Eurovent Certification has published a white paper examining how refrigeration heat rejection equipment can perform differently across climate zones and why region-relevant, independently verified ...
24 Feb 2026
LU-VE supplies CO2 evaporators for Tier IV data centre in Spain
LU-VE S.p.A. has supplied evaporators for the cooling system of a 1,000 sq m (about 10,764 sq ft) data centre at the Táctica Business Park in Paterna, Spain, developed by KUMO Networks, a company c...
27 Mar 2026