


GEA has launched new versions which considerably improve their application range
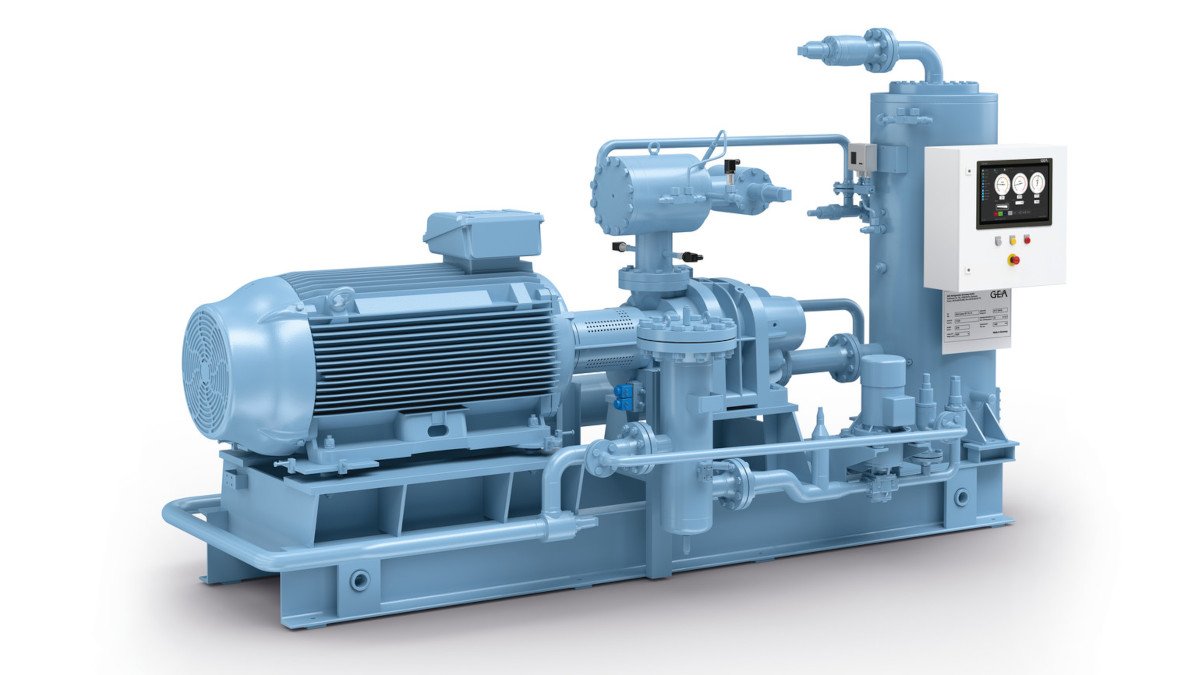
New versions GEA Red series heat pumps
Two years after introducing the Red series heat pumps GEA RedAstrum and GEA RedGenium, GEA has launched new versions which considerably improve their application range. All models are now available with an ammonia cascade evaporator making them compatible with any refrigeration system. In addition, three new sizes join the GEA RedAstrum series extending the range to seven models in total.Up to 10% better efficiency and lower capital investment return significantly lower TCO and CO₂ emissions
Until now GEA Red heat pumps could only be fitted with an evaporator system charged with a liquid secondary refrigerant. Such a heat pump connected to an existing chiller system needs to be based on a hydraulic cycle, for example the cooling water for a chiller with a liquid condenser. The new GEA Red heat pump cascade version allows clients to add the heat pump onto any existing refrigeration system while using one single ammonia cascade heat exchanger that works as the condenser for the chiller stage and as the evaporator for the heat pump stage.
This set-up generates much smaller approach temperatures compared with cascade systems with intermediate liquid cycles. The chiller can condense at lower temperatures while the heat pump evaporates at higher temperatures resulting in an efficiency increase of up to 10%. This means that two separate heat exchangers and the hydraulic cycle become redundant. Both, increased efficiency (less energy consumption) and less capital investment provide a considerable reduction in the Total Cost of Ownership (TCO) and help to reduce CO2 emissions.
GEA RedAstrum capacity range grows by up to 190%
The GEA RedAstrum series has, so far, included the four GEA Grasso M series screw compressor models H, L, M, N. GEA has now added three more sizes: the two smaller GEA Grasso M models E, G and the larger GEA Grasso LT model R, increasing the range to seven models in total (compressor sizes).
The swept volume range of the available screw compressors, and therefore the capacity range of the GEA RedAstrum series, has increased by 80% to nearly 190% (depending on the operating conditions).
Sustainability is an investment in the future
Environmental protection and sustainable plants are important concerns for both, GEA and its customers. GEA’s efficient ammonia heat pumps make a fundamental contribution to a future-proof installation reducing both TCO and CO2 emissions.
The new GEA Blu-Red Fusion
GEA has launched an innovation that combines the successful GEA Blu chillers and GEA Red heat pumps in a single product. The new GEA Blu-Red Fusion is a combination of a GEA BluAstrum or GEA BluGenium chiller (low stage) with a GEA RedAstrum or GEA RedGenium heat pump (high stage). It is particularly suited for combined cooling/refrigeration and heating demands at low heat source temperature levels and high temperature lifts between heat source and heat sink.GEA Blu-Red Fusion models are based on the existing Blu chiller and Red heat pump family, which are configured and combined according to manual selection or depending on the capacity, heat source and heat sink temperature requirements. Heat source outlet temperatures are supplied between +15 and -15°C while the maximum supply temperatures at the hot side reach up to +70°C (reciprocating compressor-based heat pump stage with GEA RedGenium); and up to +80°C (screws compressor based heat pump stage with GEA RedAstrum). Cooling capacities range from approx. 300 to 1,800 kW with heating capacities of approx. 450 to over 2,400 kW (sec. refrigerant at +12/+6°C, heat carrier at +50/+70°C).
Complete, efficiency-optimized configuration minimizes total costs and CO₂ emissions
The intermediate stage is equipped with one single, efficient ammonia-ammonia ’cascade’ heat exchanger. Not only does the design drastically reduce the capital investment, it also makes an intermediate liquid cycle redundant which reduces the differential pressure of both stages and does not waste power on glycol or water pumps. The efficiency benefit easily reaches 10% and more. This means a dramatic reduction of energy costs and CO2.
GEA Blu-Red Fusion relies on well-proven and tested equipment
GEA is a pioneer and market leader in compressor technology, refrigeration and heating solutions particularly those using NH3. The modern, streamlined GEA Blu chillers have been on the market for over ten years and are running successfully. GEA also has nearly 20 years of heat pump experience. All this knowledge came together with the development of standard GEA Red heat pumps and their successful launch a few years ago. Thanks to its modular set-up, GEA Blu-Red Fusion relies on the proven Blu and Red technology that provides an efficient, risk-free plug-and-play solution for any combined cooling/refrigeration and heating requirement.
Sustainability is an investment in the future
Environmental protection and sustainable plants are important concerns for both, GEA and its customers. GEA’s efficient ammonia heat pumps make a fundamental contribution to a future-proof installation, reducing Total Costs of Ownership (TCO) and CO2 emissions.
The new GEA Grasso SP1 HP screw package series suits both applications
GEA has launched a screw compressor package series specifically designed for high-pressure applications. The new GEA Grasso SP1 HP is suited either to heat pumps using ammonia or for low temperature cooling with CO2.Widest application range in the industry
The unique high-pressure series is based on 20, highly efficient GEA Grasso compressor models for NH3 heat pumps and 17 models for CO2; together they provide the largest portfolio scope in the industry. Heating capacities with ammonia cover a range from approx. 600 kW to 9,500 kW (heat sink supply temperature 70°C at 30°C evaporation and 10 K subcooling), CO2 refrigeration capacities range from 400 kW to over 4,000 kW (at -50/-5°C). The specific high-pressure design of the robust GEA screw compressors is suitable for high differential pressures allowing NH3 condensing temperatures of up to +85°C, as well as combined cooling and heating operations. CO2 cooling is possible as low as -54°C. The maximum (subcritical) condensing temperature level is +10°C allowing operation modes for defrosting processes temperatures above 0°C.
Well-proven equipment based on long-term experience
The GEA Grasso SP1 HP series has been developed using the principles of GEA’s ever successful SP1 line. Well-established components are individually configured for each project using proven and tested modules mounted onto a stable base frame offering an efficient and robust set-up. Many decades of refrigeration, and nearly 15 years of heat pump and CO2 experience, have helped transform the previously customized units into the new standard high-pressure GEA Grasso SP1 HP series making it the logical #1 choice for all relevant applications.
Sustainability and efficiency are future-proof investments
True natural refrigerants, such as ammonia and CO2, already prevail in most countries. The F-gas regulations make their widespread use globally inevitable. Bonus: the high volumetric efficiency, particularly of NH3, saves energy thereby reducing (electric) power expenses and carbon emissions. Environmental protection and sustainable plants are important concerns for both GEA and its customers. GEA’s efficient equipment makes a fundamental contribution to a future-proof installation.
GEA KVplus and KVplus cryo valves for operations up to 100 bar
GEA has launched an addition to its range of ball valves by adding the KVplus and KVplus cryo series of top-entry ball valves designed specifically to operate with pressures of up to 100 bar. The KVplus series is capable over the full temperature range from -50°C to +200°C, the KVplus cryo series is capable over the temperature range from -196°C to +100°C. This makes the KVplus and KVplus cryo series suitable for use with natural refrigerants (NH3, CO2), cooling brines, and non-corrosive gases and liquids according to EN 378-1.
The new valve series completes the range, with its trusted German engineering being in high demand for many marine applications, for use in chemical factories and as a key component in heat pump technology. They are equipped with an anti blow-out stem, are Fire-Safe-Tested acc. ISO 10497 & API 607 and the stem sealing system in compliance with ISO 15848 “technically emission free”.
The top-entry design allows maintenance and inspection work to be completed without having to disconnect the valve from the line. The bi-directional seal/seat system operates irrespective of the direction of flow. When in the ‘closed’ position, the pressure is automatically relieved via the seat system of the valve.
Operation is by manual hand lever or can be used with electric or pneumatic actuators if required. The KVplus series valves are built within a one-piece, bolted stainless steel housing. This provides the necessary strength to handle the most demanding applications.